Project
Laser-Assisted Double Wire Cladding
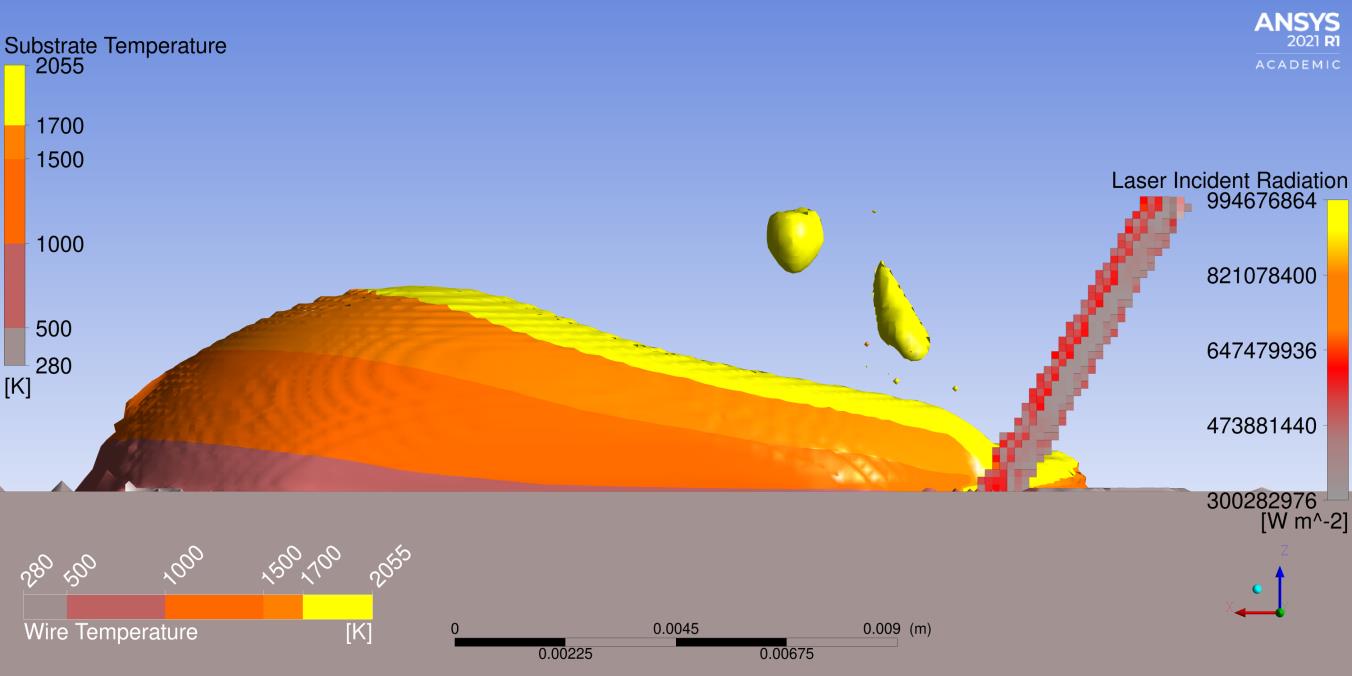 Figure 1: Cladding layer and Laser after 1.2 [s], with turbulence, side view.
Figure 1: Cladding layer and Laser after 1.2 [s], with turbulence, side view. 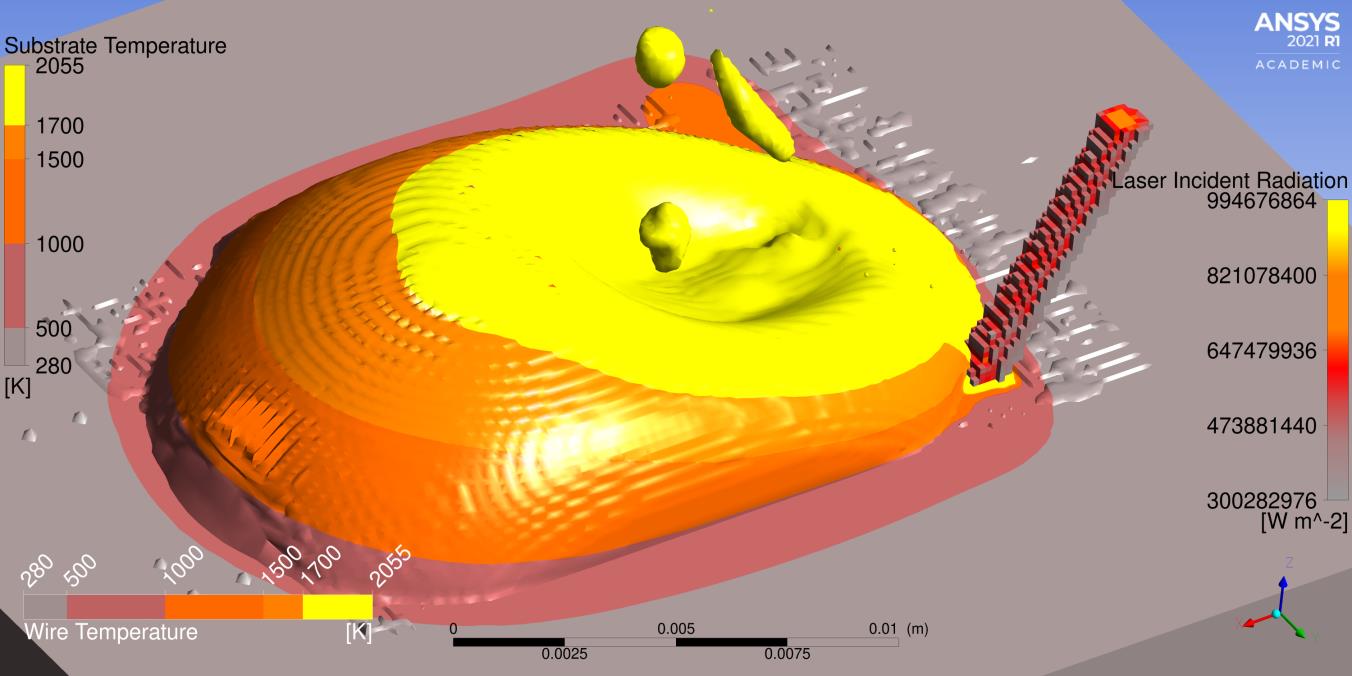 Figure 2: Cladding layer after and Laser after 1.2 [s], with turbulence, up-left side view.
Figure 2: Cladding layer after and Laser after 1.2 [s], with turbulence, up-left side view. 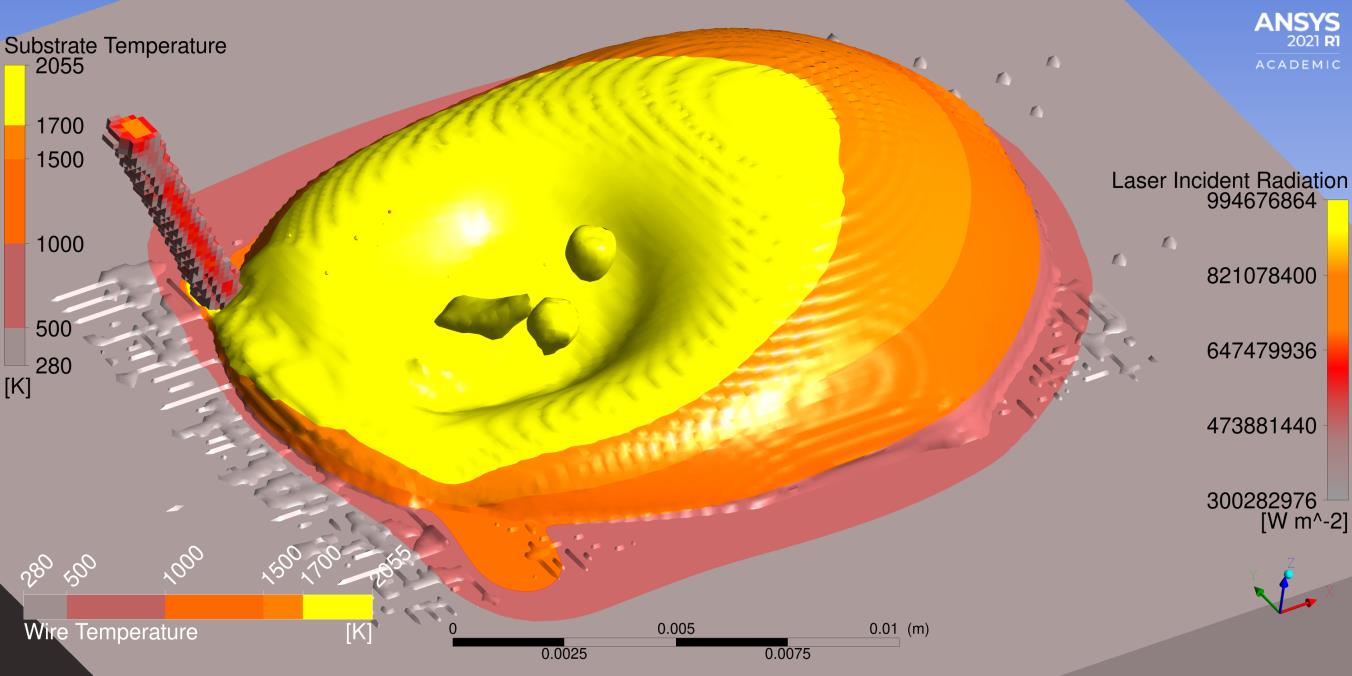 Figure 3: Cladding layer after and Laser after 1.2 [s], with turbulence, up-right side view.
Figure 3: Cladding layer after and Laser after 1.2 [s], with turbulence, up-right side view. 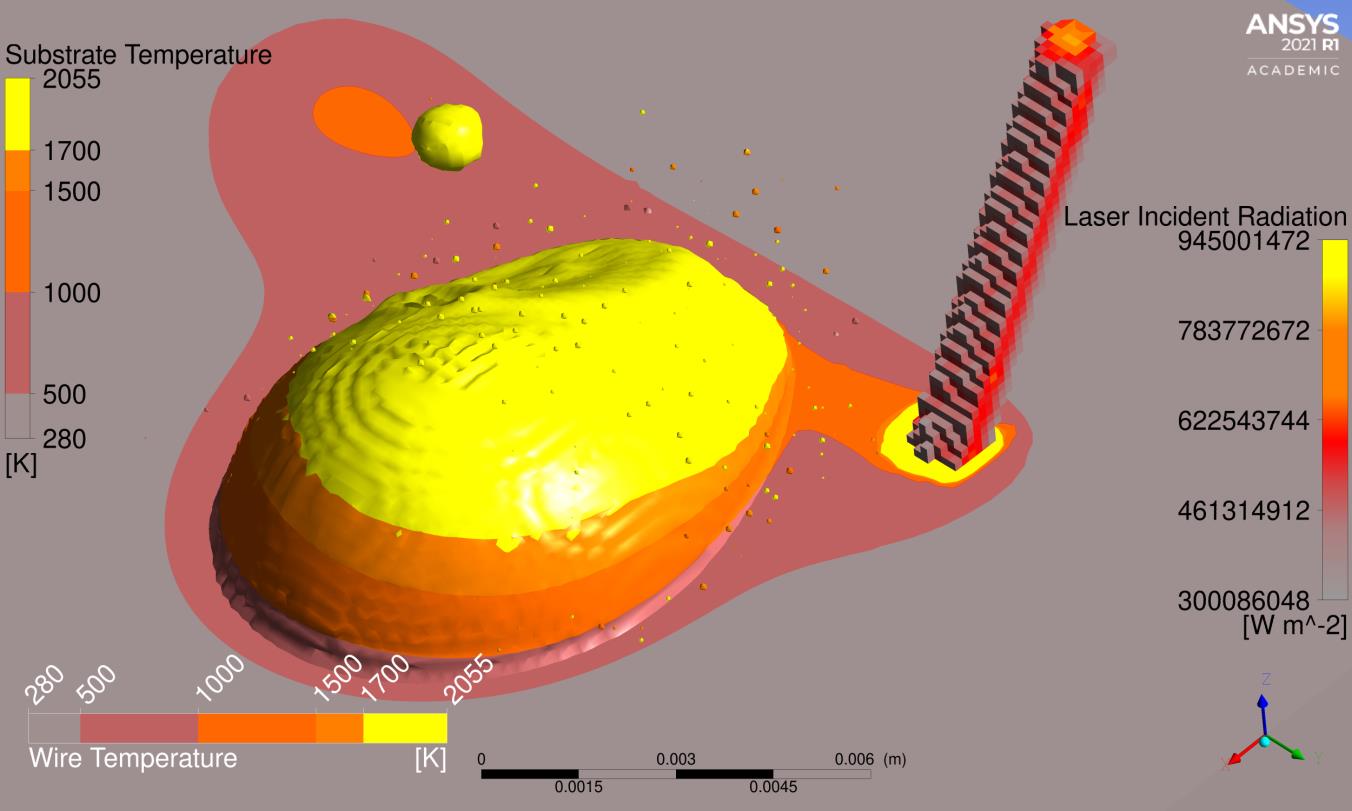 Figure 4: Cladding layer after and Laser after 0.4 [s], laminar flow, up-left side view.
Figure 4: Cladding layer after and Laser after 0.4 [s], laminar flow, up-left side view. 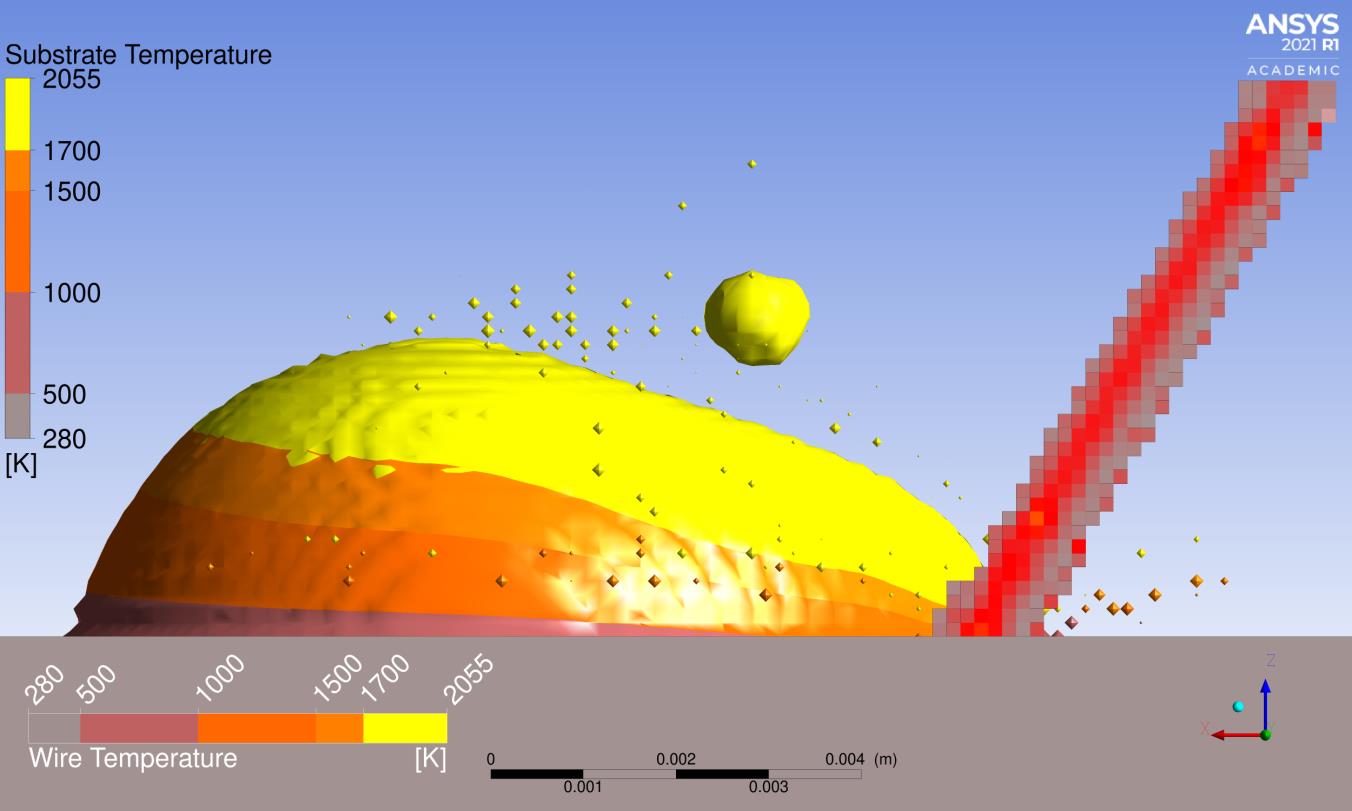 Figure 5: Cladding layer after and Laser after 0.4 [s], laminar flow, side view.
Figure 5: Cladding layer after and Laser after 0.4 [s], laminar flow, side view. 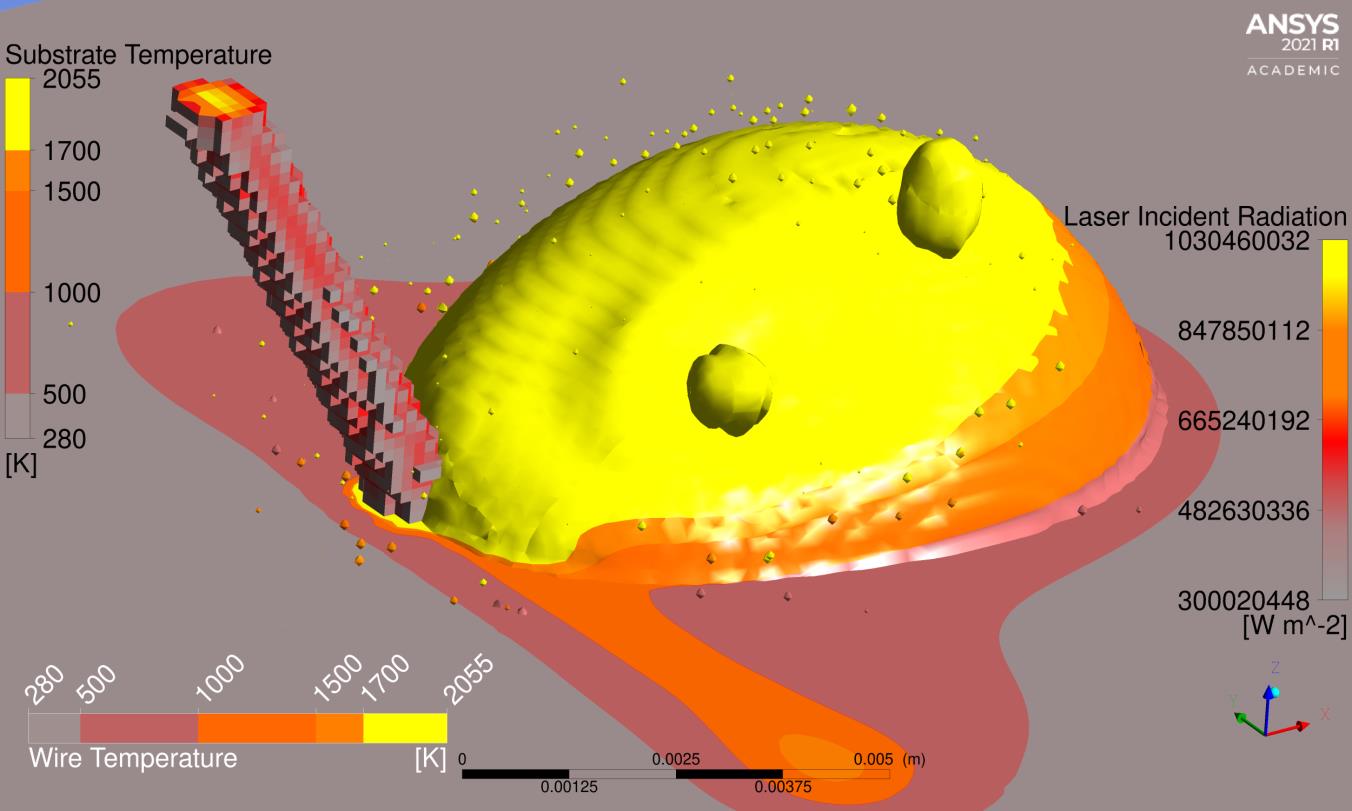 Figure 6: Cladding layer after and Laser after 0.4 [s], laminar flow, up-right side view.
Figure 6: Cladding layer after and Laser after 0.4 [s], laminar flow, up-right side view. 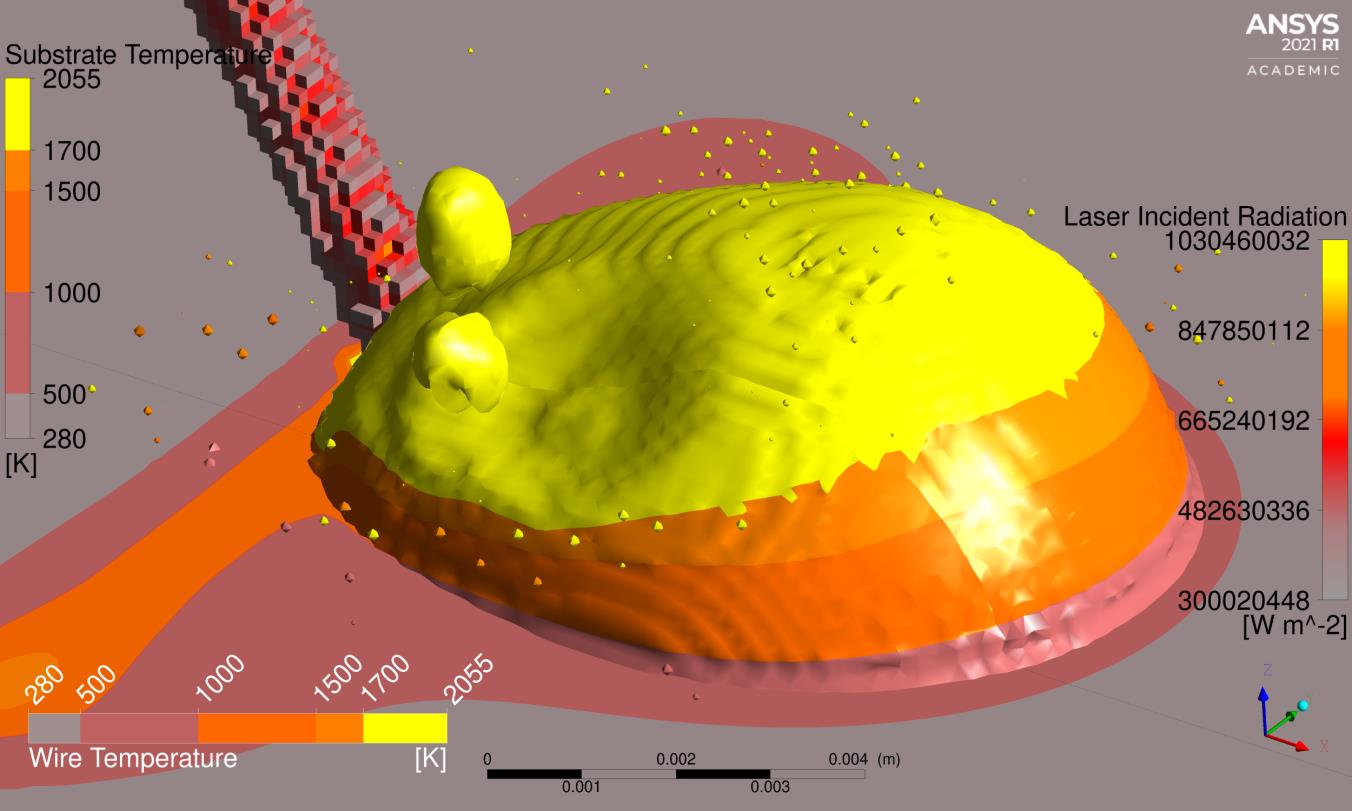 Figure 7: Cladding layer after and Laser after 0.4 [s], laminar flow, up-left side view.
Figure 7: Cladding layer after and Laser after 0.4 [s], laminar flow, up-left side view. 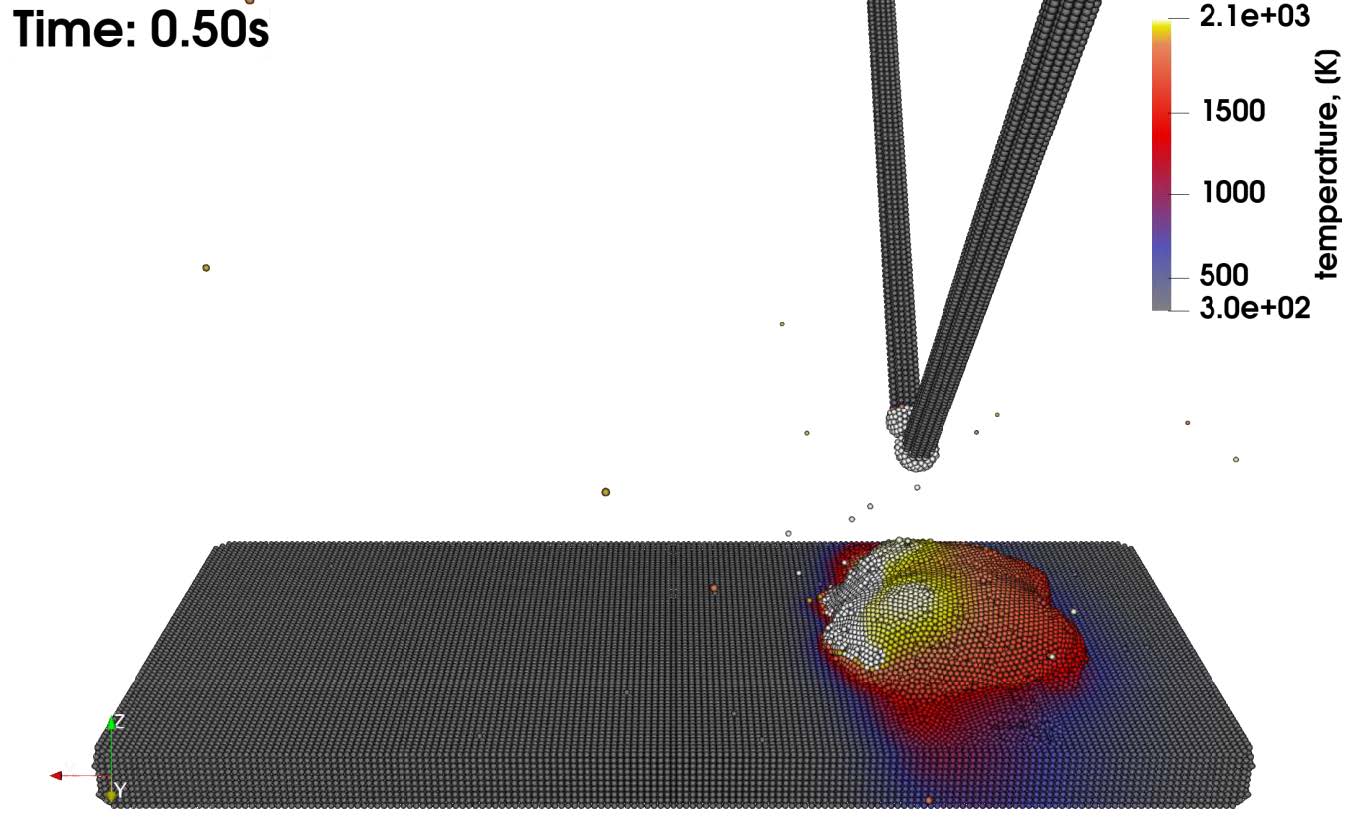 Figure 8: Cladding layer via SPH Method, 0.5 [s].
Figure 8: Cladding layer via SPH Method, 0.5 [s]. 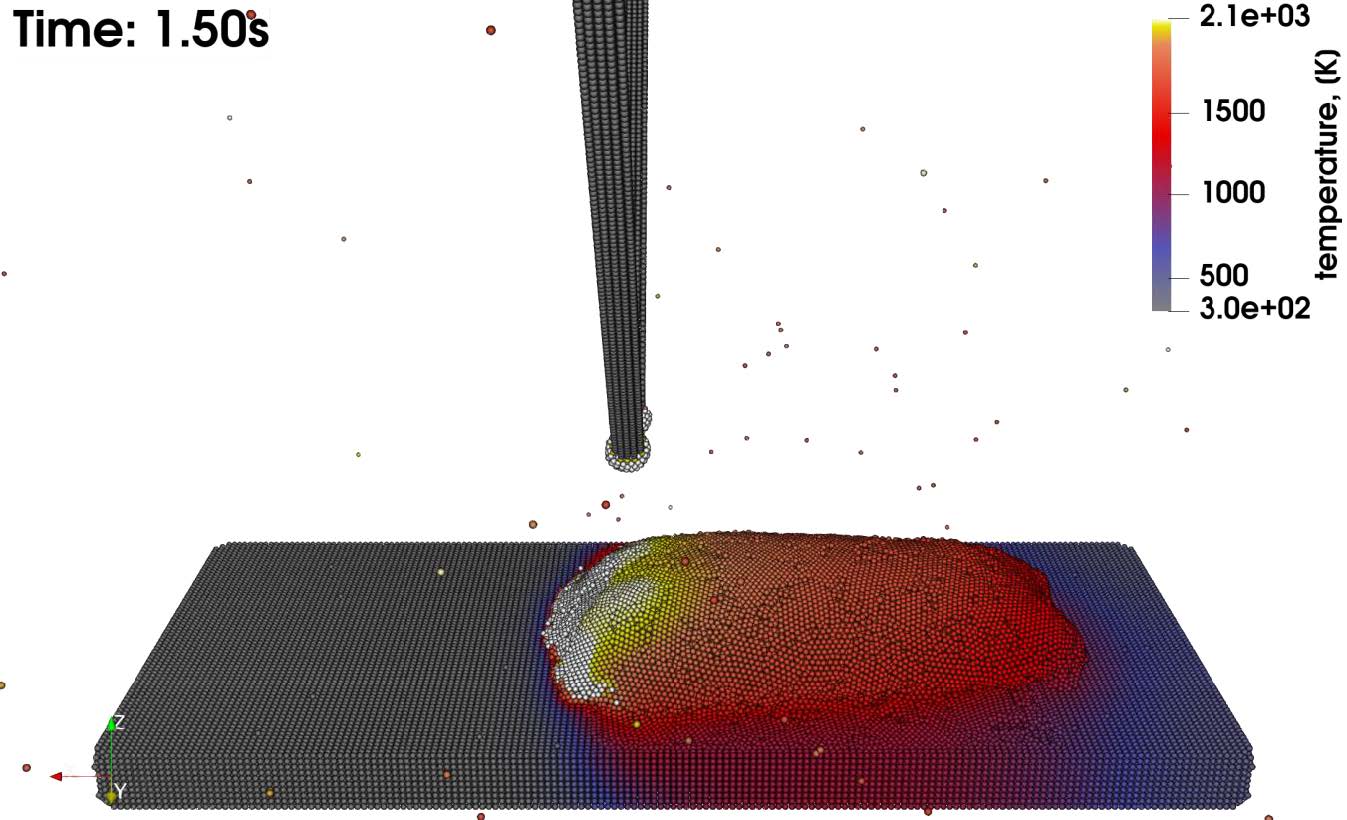 Figure 9: Cladding layer via SPH Method, 1.5 [s].
Figure 9: Cladding layer via SPH Method, 1.5 [s]. 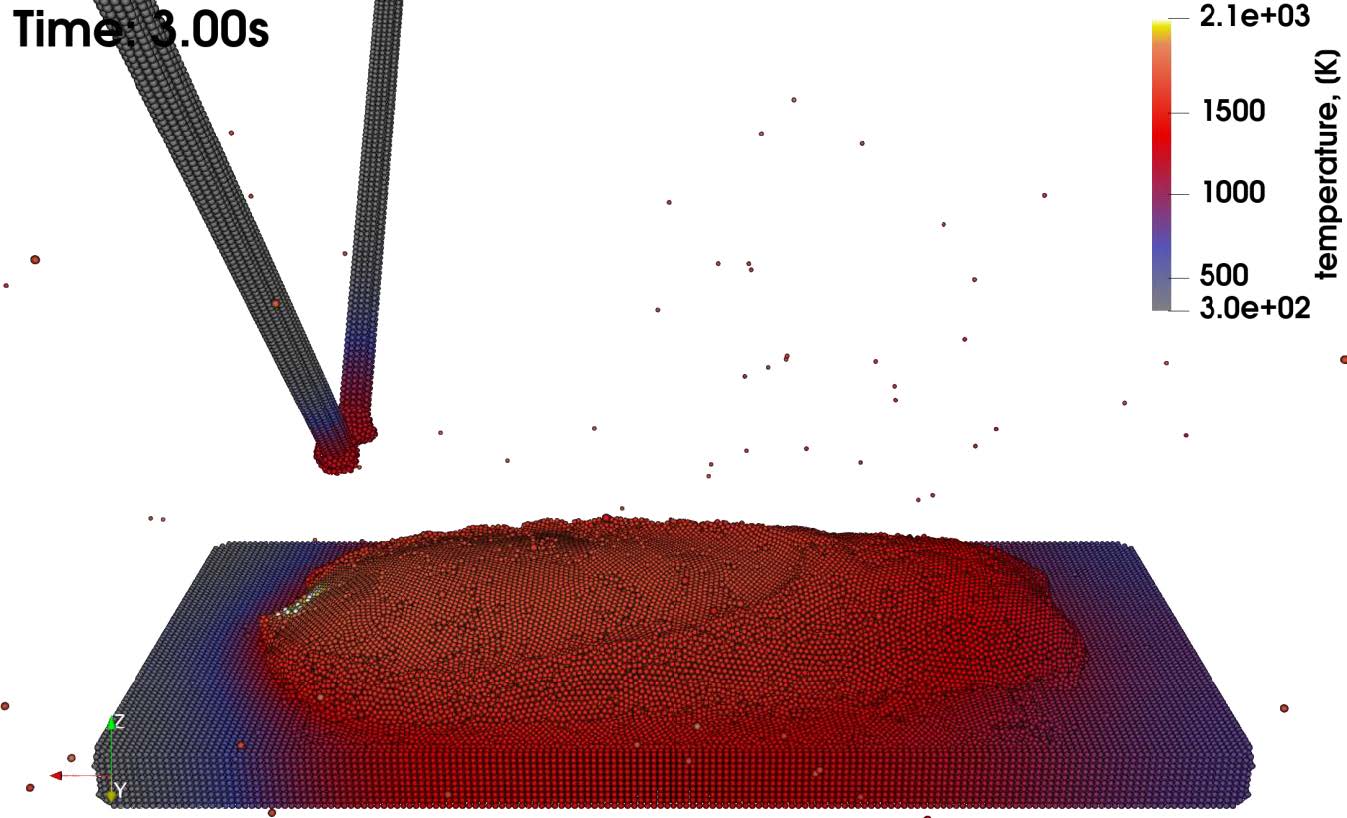 Figure 10: Cladding layer via SPH Method, 3 [s], after solidification.
Figure 10: Cladding layer via SPH Method, 3 [s], after solidification. Laser-assisted double-wire non-transferred arc (LDNA) welding is a process developed by the Laser Zentrum Hannover (LZH) for depositing and depositing metals. The arc is ignited between two continuously fed wire electrodes. The wire electrodes melt and the droplets fall onto the substrate surface. This process not only offers a low degree of dilution, but also a high deposition rate compared to other plating processes. The physical phenomena that occur have not been determined in a simulation so far and this project is the first attempt to develop a mathematical model to understand the process behavior. In this project, high demand of HPC service is required due to free surface calculation. The VOF (Volume of Fluid) method must be used to calculate the free surface area of the melt pool.
a. Using the VOF method requires a very fine mesh. Each drop has a radius of 0.55 [mm] and this must contain several elements. As the free surface of the melt pool has been developing continuously, the whole part of domain, which includes molten metal, should be fine.
b. Fine time increments: with a droplet frequency over 400 drops/sec. and the element size and droplets speed, the time increments must be enough fine.
c. Droplets drop diagonally from right side to molten pool, so the hydrodynamics and solidification front would not be symmetrical. Therefore, we could not use
symmetrical geometry and meshing, and the problem should be solved in whole domain.
Project Details
Project term
October 1, 2021–September 30, 2022
Affiliations
RWTH Aachen University
Institute
Simulation Department
Principal Investigator
Methods
Because of non-transferring arc, the droplet detachment from the wires is not required to be simulated. The form of droplet and mass distribution are formulated with mathematical function. The droplets frequency is modulated via measured droplets speed and wires feeding rate. In order to consideration of Marangoni effects, the surface tension is temperature dependent. Enthalpy porosity method is used for the solidifying molten metal. Because of high changing of velocity vectors of falling droplets and solidified metal, Reynolds number changes massively and calculation of hydrodynamics needs turbulence consideration, which due to high variation of streaming lines of phases makes the BSL Raynolds method suitable.
The energy input of laser is implemented with Monte Carlo method with to different behavior over gas phase as transparent of molten metal as grey absorbing body.
Results
The different parts of the model could not be integrated with each other for most of the first year. Nevertheless, a good basic model has been developed in the FVM method, which agrees well with experiments. There was a problem with the shape of the droplets, which was solved by reducing the surface tension by over 80%. In addition, the FVM and SPH comparison in the LDNA process has been studied and published.
Discussion
Discussion: The problem with the shape of the droplets could mean that the surface tension of the molten metal in the real process would not be the same as assumed, but due to the oxygen in the shielding gas, a large reduction in surface tension should occur in the real process.
FVM and SPH methods agree reasonably well with each other and with experiments. The FVM method offers a more accurate representation of the process with physical phenomena such as evaporation and surface formation and modification by the local forces present. The SPH method offers significantly faster simulation times (17 times faster) for processes where flow is the dominant phenomenon.
Additional Project Information
DFG classification: 401-03 Joining and Separation Technology, 404-03 Fluid Mechanics
Software: ANSYS
Cluster: CLAIX
Publications
U. Reisgen, R. Sharma, O. Mokrov; S. Emadmostoufi, J. Kruska, J. Hermsdorf, M. Lammers, T. Bokelmann, Simulation of laser assisted double wire deposition welding with two different approaches with Eulerian (FVM) and Lagrangian (SPH) methods, Mathematical Modelling of Weld Phenomena, accepted